|
Détails sur le produit:
|
| Workpiece: | general machining of steeland stainless steel | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
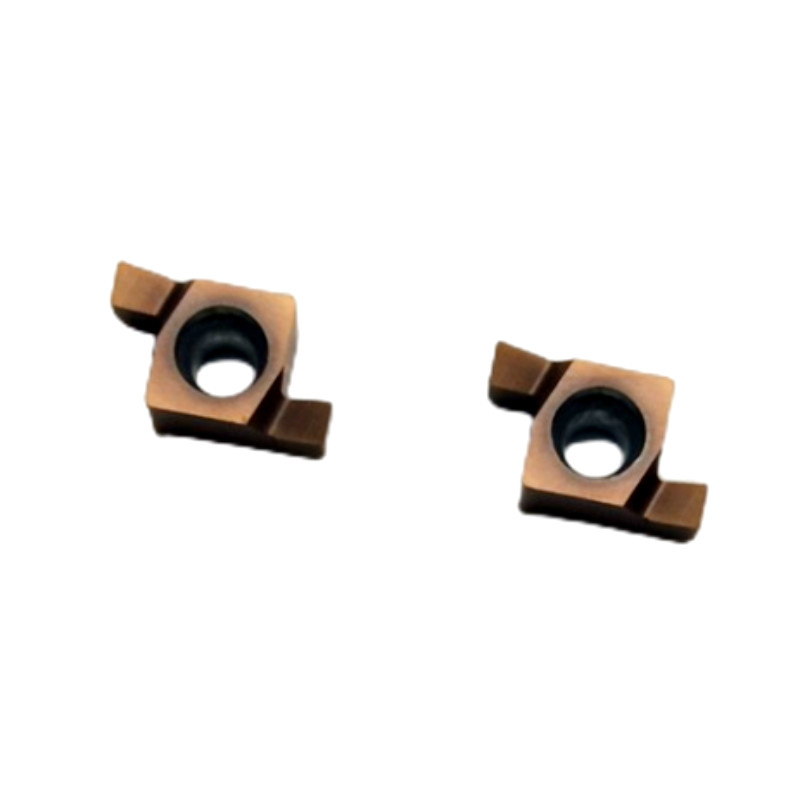
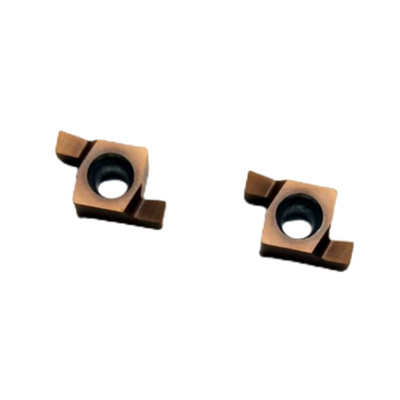
| Surligner: | Inserts de séparation et de rainurage 8GR200,inserts de séparation et de rainurage de revêtement PVD |
||
Lame de rainurage de diamètre intérieur de petit trou de carbure de commande numérique par ordinateur 8GR200 pour couper
Caractéristique Avantage:
| modèle | L1(mm) | L2(mm) |
| 6GR | 6.44 | 4,76 |
| 7GR | 7.36 | 5.56 |
| 8GR | 10.16 | 6.35 |
| 9GR | 12,95 | 6.35 |
Informations sur la société:
Nous sommes une société commerciale avec 2 usines dans le Sichuan. Chine.
Un fabricant avec 8 ans d'expérience dans la production d'outils de coupe en carbure,
y compris le tournage au carbure, le fraisage, le filetage, l'insert de rainurage, la fraise en bout au carbure, les forets, etc.
Spécification complète de la plaquette de fraisage en carbure.
Actuellement, nous avons plus de 2000 produits différents provenant principalement de marques du monde entier.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, etc.
Nous pouvons fournir des échantillons gratuits pour la plupart des produits (à l'exception de quelques produits spéciaux, nous pouvons communiquer avec vous en détail). Vous pouvez m'ajouter whatsapp & wechat pour communiquer davantage.
Informations techniques :
Le rainurage et la séparation sont des applications de tournage uniques pour de nombreuses applications d'usinage qui nécessitent des outils spéciaux.Ces outils peuvent être considérés dans une certaine mesure comme le prolongement du tournage ordinaire.
Les opérations de rainurage et de séparation doivent prendre en compte trois aspects différents pour déterminer la meilleure méthode et la meilleure solution de moule :
Caractéristiques de la pièce de tronçonnage et de rainurage :
Analyse de la taille des rainures et des exigences de qualité à traiter : type de traitement, profondeur de rainure, largeur de rainure, rayon extérieur et exigences de qualité.
Matériau de la pièce, forme et quantité.
Si le matériau a de bonnes performances de rupture de copeaux
Lot de production : slotting simple ou batch
Si la pièce peut être serrée en toute sécurité
Élimination des copeaux
Paramètres machines.
Stabilité, puissance et couple, en particulier pour les gros composants
Fluide de coupe et liquide de refroidissement
Si le matériau à copeaux longs a besoin d'un liquide de refroidissement haute pression pour casser les copeaux
Limitation de vitesse
Utilisez tous les supports possibles
Le remplacement rapide des lames usées rendra le coût des nouvelles lames plus économique que celui des lames excessivement usées.
Remplacez les tiges usées ou endommagées.
N'essayez pas de réparer la tourelle.
question fréquemment posée:
1. Usure de la lame avant (il s'agit d'une forme courante d'efficacité)
Impact : La taille de la pièce change progressivement ou la finition de surface diminue.Raison : La vitesse linéaire est trop élevée, atteignant la durée de vie de l'outil
Mesures : Ajuster les paramètres de traitement, tels que la réduction de la vitesse linéaire et l'utilisation de lames avec une résistance à l'usure plus élevée
2. Problème de couteau cassé (mauvaise forme pratique)
Impact : modification soudaine de la taille de la pièce ou de la finition de la surface, entraînant des étincelles et un flou de surface
Piquer.
Raison : mauvais réglage des paramètres, mauvaise sélection du matériau de la lame, rigidité de la pièce
D'accord, le serrage de la lame est instable.
Mesure : vérifiez si les paramètres de traitement sont raisonnables et sélectionnez les matériaux correspondants en fonction de la pièce à usiner
Outil pour
3. Fracture sévère (forme très inefficace)
Impact : événement soudain et inattendu, entraînant la mise au rebut des matériaux de la poignée de l'outil ou des pièces défectueuses
Abandonner.
Raison : erreur de réglage des paramètres de traitement, pièce ou lame de l'outil de vibration non installée en place.Mesure : définissez des paramètres de traitement raisonnables, réduisez la vitesse d'alimentation et la sélection des copeaux pour
Lames d'usinage appropriées.Renforcer la rigidité de la pièce et de la lame.
4. Desquamer la tumeur
Impact : Taille incohérente de la pièce en saillie, mauvais état de surface et adhérence du velours sur la surface de la pièce
Éclats ou bavures.
Raison : La vitesse de coupe est trop faible et l'avance est trop faible.La lame/la lame n'est pas assez tranchante.Mesures : Augmentez la vitesse de coupe et utilisez une lame plus tranchante pour l'avance.
![]()
Personne à contacter: Mr. yuan
Téléphone: +86 18797881202