|
Produktdetails:
|
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
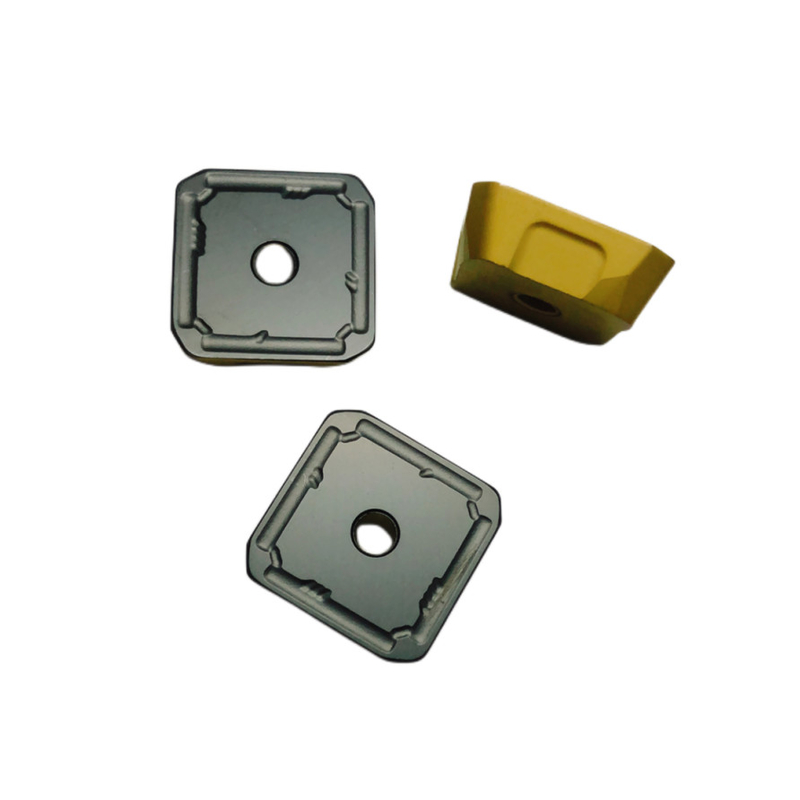
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| Markieren: | CNC-Vierkant-Hartmetalleinsätze,Vierkant-Hartmetalleinsätze zum Drehen von Legierungen,CNC-Einsätze zum Drehen von Legierungen |
||
GrundGegenmaßnahme
Übermäßiger Verschleiß
der hinteren Klingenoberfläche
| Grund | Gegenmaßnahme | |
|
Übermäßiger Verschleiß der hinteren Klingenoberfläche |
Schnittgeschwindigkeit zu hoch Das Futter ist zu flach Die Klinge befindet sich oberhalb der Mittellinie |
Schnittgeschwindigkeit reduzieren Reduzieren Sie die Anzahl der Fütterungszeiten Verwendung der richtigen Mittenhöhe |
| Gebrochene Klinge Schaden |
Schnittgeschwindigkeit zu langsam Zu hohe Schnittkraft Schneiden unter instabiler Einspannung |
Schnittgeschwindigkeit erhöhen Vorschubgeschwindigkeit erhöhen und Vorschubmenge reduzieren Prüfen Sie die Spannung von Werkstück und Werkzeug Kühlmitteldruck erhöhen |
| Plastizität | Zu schnell schneiden Schneidtemperatur zu hoch Die Versorgung mit Schneidflüssigkeit ist nicht universell |
Schnittgeschwindigkeit reduzieren Futter reduzieren Kühlmittelzufuhr erhöhen |
|
Schlechte Oberfläche Qualität der Fäden |
Schnittgeschwindigkeit zu langsam Die Klinge befindet sich oberhalb der Mittelhöhe |
Schnittgeschwindigkeit erhöhen Verwendung der richtigen Mittenhöhe Ändern Sie die Werkzeugbetriebsmethode Wählen Sie eine Klinge mit Polierklinge |
| vibrieren | Werkstück oder Werkzeug falsch eingespannt Unzureichende Stoßfestigkeit der Klinge Falsche Schnittparameter |
Prüfen Sie den Spannzustand von Werkstück und Werkzeug Wählen Sie den passenden Werkzeughalter Schnittparameter anpassen |
Während des Herstellungsprozesses können mehrere Faktoren zu einer minderwertigen, auch unzureichenden, Oberflächengüte beitragenWerkstückspannung, Vibrationen durch unzureichende Tischsteifigkeit, Verschleiß oderstumpfe Schneidwerkzeugeund übermäßige Schnittgeschwindigkeiten, -tiefen oder -vorschübe.
Während des Bearbeitungsprozesseserhöhte Kantenoder es können sich aufgrund stumpfer oder beschädigter Schneidwerkzeuge und ungeeigneter Schneidbahnen Grate bilden.Im Vergleich zum Gleichlauffräsen entstehen beim konventionellen Fräsen typischerweise kleinere Grate.Obwohl seltener,SpanverwicklungBeim Fräsvorgang kann es insbesondere bei der Bearbeitung von langspanenden Materialien zu Störungen kommen.In solchen Fällen kann es erforderlich sein, den Wert zu verringernaxialer Eingriff(AE) von Standard- oder Weitzahnfräsern.
Unser Handelsunternehmen betreibt zwei Produktionsstätten in Sichuan, China, und konzentriert sich auf die Produktion von über 2000 ArtenSchneidwerkzeuge aus Wolframkarbid, bestehend aus Top-Marken wieSandvik,Ist Auto,Mitsubishi,Kyocera,Korloy, UndSumitomozum Drehen, Fräsen, Gewindeschneiden,Nutenschneideneinsätze,Schaftfräserund Bohrer.Wir liefernkostenlose Musterfür die meisten unserer Produkte und bieten eine Reihe von Optionen hinsichtlich Preis und Qualität.Bestellungen von mehr als 500 Stück können bearbeitet werdenMarkenverpackung.
Um einen Kostenvoranschlag zu erhalten, geben Sie bitte Produktdetails, Mengen und, sofern möglich, den Verwendungszweck des Produkts an.Wir schlagen Ihnen passende Produkte vor und stellen Ihnen umfassende Informationen zur Verfügung.Wir prüfen jede Produktionsstufe und die fertigen Produkte vor dem Versand gründlich und garantieren so die Qualität.Wir halten Sie über den Produktionsprozess auf dem Laufenden, um eine pünktliche Lieferung sicherzustellen.Die Versandkosten hängen von der Größe und dem Gewicht der Bestellung sowie der gewählten Versandart und dem Bestimmungsort ab.
![]()
Ansprechpartner: Mr. yuan
Telefon: +86 18797881202