|
商品の詳細:
|
| Coating: | TiN, TiCN, TiAlN | Usage: | CNC cutting tools |
|---|---|---|---|
| Material: | Carbide | Hardness: | 92HRC |
| Application: | Internal External Turning Inserts | Color: | Gray/golden/black/Double color |
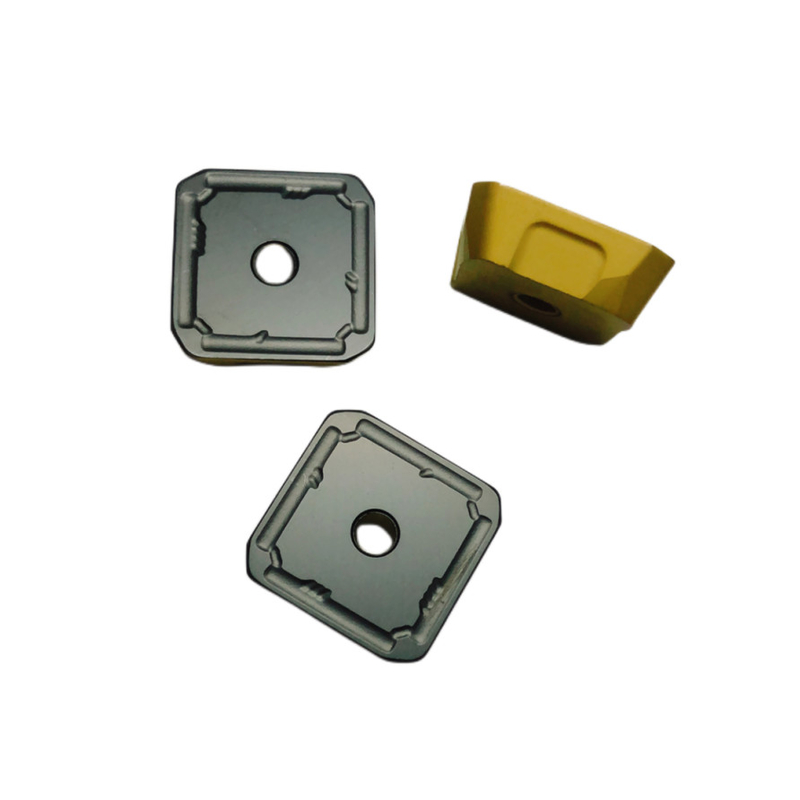
| Product name: | CNC Carbide Inserts | Workpiece: | Steel Stainless Cast Iron |
| Package: | 10pcs/plastic Box | Keywords: | Carbide Coated cutting tools |
| Business type: | product by factory | Shape: | Square, Triangle, Diamond, etc. |
| ハイライト: | CNC 角超硬インサート、合金旋削角超硬インサート、合金旋削 CNC インサート,Alloy Turning square carbide inserts,Alloy Turning cnc insert |
||
理由対策
過度の摩耗
後刃の表面
| 理由 | 対策 | |
|
過度の摩耗 後刃の表面 |
切断速度が高すぎる 送りが浅すぎる ブレードが中心線より上にある |
切断速度を下げる 給餌回数を減らす 正しい中心高さを使用する |
| 折れた刃 ダメージ |
切断速度が遅すぎる 過剰な切削力 不安定なクランプでの切断 |
切断速度を上げる 送り速度を上げ、送り量を減らす ワークとツールのクランプを確認してください クーラント圧力を上げる |
| 可塑性 | 切るのが速すぎる 切断温度が高すぎる 切削油の供給は普遍的ではありません |
切断速度を下げる 飼料を減らす クーラント供給量を増やす |
|
表面が悪い 糸の品質 |
切断速度が遅すぎる ブレードは中心の高さより上にあります |
切断速度を上げる 正しい中心高さを使用する ツールの操作方法を変更する 研磨刃付きのものを選ぶ |
| 振動する | ワークまたはツールの不適切なクランプ 刃の耐衝撃性が不十分 不適切な切断パラメータ |
ワークやツールのクランプ状態を確認 適切なツールホルダーを選択してください 切断パラメータの調整 |
製造プロセス中に、不適切な表面仕上げなどの複数の要因が表面仕上げの粗さに寄与する可能性があります。ワーククランプ、テーブルの剛性不足、摩耗、または切れ味の悪い切削工具、過度の切削速度、深さ、または送り速度。
機械加工の過程で、盛り上がったエッジまたは、切削工具が鈍くなったり損傷したり、不適切な切削軌道によりバリが発生する可能性があります。上昇ミリングと比較して、従来のミリングでは通常、バリが小さくなります。頻度は少ないものの、切りくず絡みこれは、特に長い切りくず材料を扱う場合に、フライス加工中に発生する可能性があります。このような場合には、量を減らす必要があるかもしれません。軸方向のかみ合い(AE) 標準または間隔の広い歯のフライスカッター。
当社の商業企業は、中国の四川省に 2 つの製造施設を運営し、2,000 種類を超える製品の生産に注力しています。炭化タングステン切削工具などのトップブランドで構成されています。サンドビック、イスカル、三菱、京セラ、コロイ、 と住友旋削、フライス加工、ねじ切り用、溝切りインサート、エンドミル、ドリルビット。私たちは供給します無料サンプル当社の製品の大部分に対応しており、価格と品質の点で幅広いオプションを提供しています。500個を超えるご注文にも対応可能ですブランドのパッケージ。
価格の見積もりを取得するには、製品の詳細、数量、および可能であれば製品の用途をお知らせください。適切な製品をご提案し、ご検討いただくための包括的な情報を提供します。生産の各段階と完成した製品を出荷前に徹底的に検査し、品質を保証します。納期を厳守するために、生産プロセスの最新情報を常にお知らせします。送料は注文のサイズと重量、選択した方法と目的地によって異なります。
![]()
コンタクトパーソン: Mr. yuan
電話番号: +86 18797881202